
- 「塑性加工」について理解できているか不安・・・
- 「塑性加工」の特徴がよく分からない?
- 「塑性加工」の加工上の注意点について分かりやすく教えて!
「塑性加工」は、金属材料の加工方法として物質の塑性変形を利用し目的の形状を得る方法であります。
私は今では機械技術者として25年以上働き技術士一次試験にも合格しておりますが、その目的に応じた塑性加工を選択することは大事であると考えます。
そこでこの記事では、鍛造加工、せん断加工、曲げ加工について、その特徴と適用される部品の例や加工上の注意点について述べます。
この記事を参考にして「塑性加工」のポイントが理解できれば、技術士二次試験に合格できるはずです。
目次
塑性加工の特徴
鍛造加工、せん断加工、曲げ加工について特徴を挙げる。
- ①鍛造加工
鍛造で製造された製品は、強度が高く、熱が加えられても変形しにくいという特徴がある。 - ②せん断加工
金属板の切断に用いられる加工法である。 上下一対の金型を用いて、素材の平板に圧力をかけることで切断する。 シンプルな構造で加工時間が短いので、大量生産に適している。 - ③曲げ加工
機械による圧力の調整や金型の形状を変えることにより、板金を思い通りの角度に加工することが可能で、さまざまな製品の加工に使える汎用性の高さがメリットである。
塑性加工が適用される部品の例

鍛造加工、せん断加工、曲げ加工について適用される部品の例を以下に挙げる。
- ①鍛造加工
自動車のギヤなど強度が必要なパーツ、エンジンまわりの部品など高温になりやすいパーツによく使用される。 - ②せん断加工
自動車の車体などに使用される。 - ③曲げ加工
建材、サッシ、配管部品の加工に使用される。
塑性加工の加工上の注意点

- ①鍛造加工
「欠肉」に対して素材の量が不足していないか検討が必要となる。また、「置き割れ」の対策として、特に冷間鍛造では、常温で成形するため変形抵抗が大き冷間鍛造では、鍛造後に焼き鈍しにより加工硬化を解除する歪取り処理が必要になる。最後に「焼き付き」への対策として、冷間鍛造の場合は、材料へのボンデ処理(リン酸塩皮膜化成)の条件見直しが必要である。また、温間・熱間鍛造の場合は金型への黒鉛系潤滑剤塗布のノズル角度などの条件の見直しが必要となる。 - ②せん断加工
クリアランスは大きすぎても小さすぎても素材のせん断面の美観や機能を損なったり、機械寿命を縮めたりするため、適切なクリアランスの設定が重要となる。 - ③曲げ加工
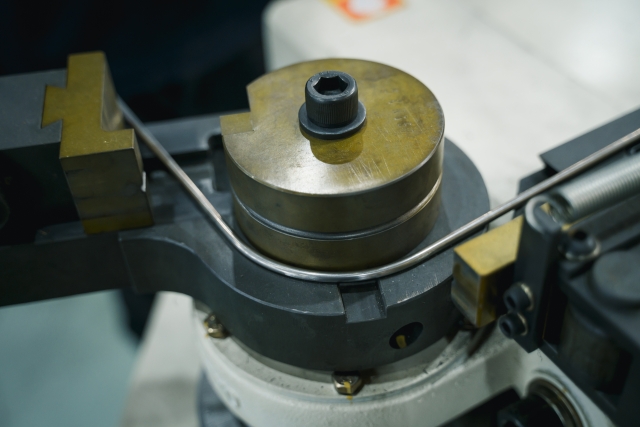
スプリングバックを考慮した上で、仕上げる形状よりも深い角度まで曲げておく対策が必要である。また、板厚が大きい場合、正確な曲げ形状と精度を保つことが難しいため適切な板厚を選ぶことが重要である。
まとめ
以上
最後まで読んで頂きありがとうございます。
「技術士二次試験」に関する他の記事も多数ありますので是非ご覧ください。
皆様のキャリアアップを応援しています!!
コメント